更新时间:2021-8-2 22:32:02
激光焊接系统热力学模型及温度控制新方法
________________________________________
陈志华、何澄、郑铮、肖龙、宋涛
学术编辑:菲利普·德蒙特
2015年10月12日发布
摘要
激光技术对于精密电子元件的生产至关重要,在现代工业中得到了广泛的应用。在激光焊接系统中,精确的温度控制仍然是一个具有挑战性的问题,因为温度对激光功率和焊点的热力学参数高度敏感。本文提出了一个很好的解决方案,它可以通过基于新热力学模型的温度控制来解决。该模型考虑了激光能量、焊剂影响和不同参数的焊点等多种主要因素。根据热力过程和流量的影响,采用混合模式控制方法跟踪设计的目标温度曲线。这种方法可以生产高质量的焊点。为此,提出了一种基于模型的前馈和比例积分微分混合控制方法。实践证明,该方法具有更广的生产能力和生产规模。与手工焊接和恒定激光功率焊接相比,消耗一半左右的能量就能达到99.94%的高质量产品率。
1.介绍
焊接的历史可以追溯到公元前2500年,有几千年的历史,直到电子时代才被认为是一种技术。随着微电子产业特别是光电子和微机电系统(MEMS)的发展,印刷电路板上元器件的封装密度不断提高,后续的尺寸缩小不断给厂商带来巨大挑战。激光焊接的优点是成本低、功率密度高、集中在微小区域、机械接触很少或没有机械接触,使得微机电系统或光学元件中的敏感膜在组装过程中不会受到损坏。在过去的几十年里,焊料凸点越来越小,这使得对激光焊接的技术要求越来越严格。
激光焊接的简单热模型用于描述焊点温度对材料性能的影响,以及产生不同温度分布的不同参数设置。此外,还考虑了典型激光焊接系统的要求以及激光能量和所用不同材料之间的相互作用。激光焊接的应用范围如所示,其中对传热过程的理解是该技术成功应用的关键。已经提出了激光焊接的三维有限元模型来产生精确的温度预测。激光焊接操作中涉及的因素分为三种类型,几何参数和时间,这些已在系统地讨论过。有限元模型可以显示出与实验结果的良好一致性,例如激光焊球工艺和单道和多道扫描束焊接操作[引起的与时间相关的节距偏移]。通过仿真结果与实验结果的比较,验证了数学模型。该模型可以正确预测焊接过程中的温度,但没有规定如何控制激光功率来获得良好的焊接点。同时,也可以使用基于热流的“积木式”方法。该方法基于热流公式,给出了求解方程的二维瞬态格林函数的序列数值形式。适用于求解前向和后向线性热传导问题,为我们的工作提供了指导。
沿着研究路线,已经开发了许多可能的控制策略或方法来控制激光功率以跟踪一些目标温度曲线。一般采用非接触式检测传感器来测量焊接过程中焊点的温度,以避免焊点被污染。然而,焊膏中焊剂产生的热挥发性气体可能会干扰测量并导致温度测量失败。在研究了焊剂相对于回流时间和清洗溶剂残留对灾难性镜面损伤的影响,但没有解释焊剂如何影响温度测量。原则上,重要的控制器应控制激光功率,使焊点温度与目标温度曲线相匹配。
在这项工作中,我们提出了一个新的热力学模型来预测激光焊接过程中的温度变化,通过这个模型可以计算出控制器中涉及的参数。具体来说,温度控制器由开环级和闭环级组成。在开环阶段,激光功率由提出的热力学模型预测。也就是说,采用基于模型的前馈控制方法,因为在加热过程中,由于焊剂的蒸发,无法正确测量温度,而在闭环阶段,当焊剂完全蒸发时,激光功率由混合模式控制器控制,包括基于模型的前馈和PID控制。仿真和实验结果表明,该控制方法能够成功跟踪设计的目标温度曲线。结果,可以获得稳定和均匀的焊点。在实践中,与手工焊接和恒定激光功率焊接相比,产品合格率消耗的能量约为一半。所提出的控制方法也被证实具有更广泛的产品能力和生产规模。
2.激光焊接系统
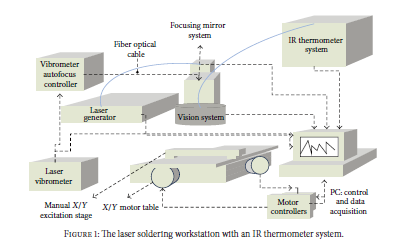
激光焊接工作站示意图如图1所示。半导体激光束通过光纤和聚焦镜聚焦在焊点上。使用红外温度计(型号:OPTCT3MHSF,德国制造,温度范围100–600°c)测量从焊点反射的红外光。对于芯片表面上的每个位置,红外温度计检查下移动台位置的样品板。手动平台固定在平台上,用于微调激发激光点的位置。计算机视觉系统捕获样品基底上的基准标记,以便与红外温度计和激发激光器精确对准。数据采集、载物台定位和视觉系统由计算机控制,提供全自动检测过程。该系统能够以相对较低的成本实现高测量吞吐量和高精度。商用机器如图2所示;在该工作站上完成了以下实验。对于第一个实验,自动对焦是固定的,并且激光束直径被手动调整到由焊点的几何特征确定的尺寸。这一要求确保焊点以固定的能量损失速率被充分加热。因此,能量损失引起的温度变化可以忽略不计。
图1红外测温仪系统激光焊接工作站。
图2 激光焊接机和红外温度计系统。
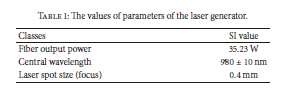
表1给出了激光发生器的关键参数,包括激光的中心波长和激光光斑尺寸(聚焦)。这些参数控制激光发生器的性能,并决定电子元件是否正确焊接。
表格1 激光发生器参数值。
温度控制是通过调节激光功率,使焊点顶部中心的温度达到目标温度曲线,从而可以生产出高质量的焊点。焊点初始温度为环境温度,由于红外测温仪的限制,无法检测到从环境温度上升到100°C的温度。由于加热过程中焊剂蒸发的影响,从100℃到熔化温度(约170℃)的测量不准确。蒸发后,精确的测量使我们能够控制最高温度和温度变化率,从而获得良好的接头质量。
3.激光焊接过程的热力学模拟
在本节中,将建立并验证热力学模型。
在热力学模型中,假设输入和输出描述了系统的动态过程。输入是激光产生的可控能量,输出则包括锡膏吸收的热量,可能导致焊点温度变化,以及热传导、对流和辐射造成的能量损失。首先介绍了计算温度变化的能量方程的数学公式,然后在方程中引入了对温度变化敏感的两个参数。一是与焊点形状相关的几何因素[9];另一个是激光发生器的效率,它可以决定所用能量的百分比。然后将热力学方程应用于焊接过程,根据焊膏状态的变化分为四个阶段。基于热力学模型,可以准确预测激光焊接过程中焊点顶部中心的温度。由于加热过程中焊剂蒸发导致温度测量不正确,因此使用过程识别来确定受干扰的温度测量值。
通过仿真结果与实验结果的对比,验证了数学模型的正确性。匹配结果表明,该模型能够正确预测焊接过程中的温度。
3.1。激光焊接系统的节能模型
根据热力学第二定律,热量从高温区传递到低温区。根据传热的傅里叶定律,在无穷小的时间内,当介质沿法线通过无穷小的区域时,就会产生热能,热能与介质温度的方向导数成正比,方向导数指向法线。表面[14]:
其中是介质在该点的传热系数。(1)中的负号表示热能从较高温度侧转移到较低温度。
对于任何封闭表面,在介质中,封闭区域用。从到的热传递函数可以推断如下
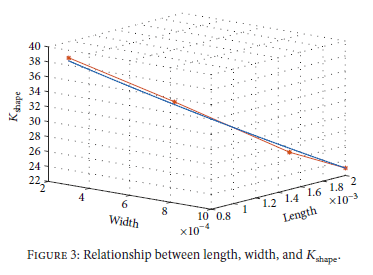
假设垫是均匀的,偏微分方程可以通过其宽度和长度近似为与其几何形状相关的因子,如下所示:其中是垫的导热系数、几何系数和面积。假设与值和:参数相关联,描述了宽度和长度之间的相关性,因此可以通过实验来识别。
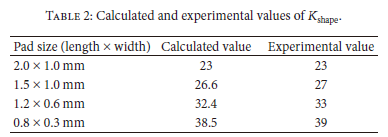
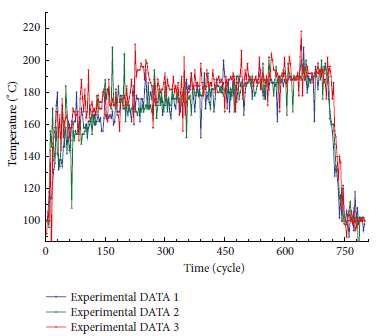
为了确定参数,我们设计了一系列实验,其中(1)激光功率在加热过程中保持恒定;㈡在每次实验中,冲击垫的尺寸都会改变。根据从设计的实验中采样的数据,例如数据1、数据2和数据3(如图9所示),可以从(15)计算不同垫尺寸的参数(当垫在固定温度下加热时)。电源、坐垫会达到一个稳定的温度,这可以根据来计算。不同尺寸和相应值的垫片如表2所示。根据沿轴和轴的分布,我们可以识别参数,并且在(使用最小二乘法5)。图3所示的线是用最小二乘法拟合的。然后,我们可以根据(5)和(计算值5)进行计算,它们也显示在表2中。
表2 γ的计算和实验值。
图3 长度、宽度和。
焊膏加热后会形成规则的形状,保证了焊膏的几何特性在焊接过程中变化不大。因此,可以假设它是常数。
当大量流体(气体或液体)带走热量时,就会发生热对流。对流过程也通过扩散部分传递热量。强制对流是利用泵、风扇或其他机械手段迫使流体流动的地方;即其中为对流传热系数,为室内温度。热辐射通过真空或任何透明介质(固体或流体)产生。能量在电磁波中通过光子传递:热流率在哪里;是黑体辐射;W/m 2 K 4为斯蒂芬-玻尔兹曼常数;是辐射面的面积;是从辐射表面到表面的形状因子;和是辐射表面总和的绝对温度(即从额定温度(开尔文)到温度(摄氏度)的温度)。经过考虑,可以忽略。
能量,包括热能,是通过物理方式将热的或冷的物体从一个地方转移到另一个地方来移动的。一个实际的例子是热工水力学。比热是将温度升高1摄氏度所需的每单位质量的热量。热量和温度的变化通常可以表示为比热容、材料质量和加热过程中的温度变化。相变可以忽略,因为相变过程中添加或移除的热量不会改变温度。
我们将这些关系应用于激光焊接系统。同相能流可以表示为:在表示金相的地方,是相的初始温度和激光发生器的效率。
3.2。激光焊接过程的热力学模型
激光焊接过程分为四个阶段,对应过去的焊料金相:预热、活化、回流和冷却。
在激光焊接过程中,需要先将整个填充材料加热到其熔化温度。在加热过程中,应严格控制温度,以确保高质量的接头。使用红外测温仪测量关节温度时,闭环反馈控制器可以控制温度,包括激光功率、相互作用时间、激光光斑大小和激光束位移[15]。在我们的例子中,能量通过直接辐射进入焊膏。熔化填充材料所需的激光能量取决于材料、底层的几何形状以及与垫的接触条件。
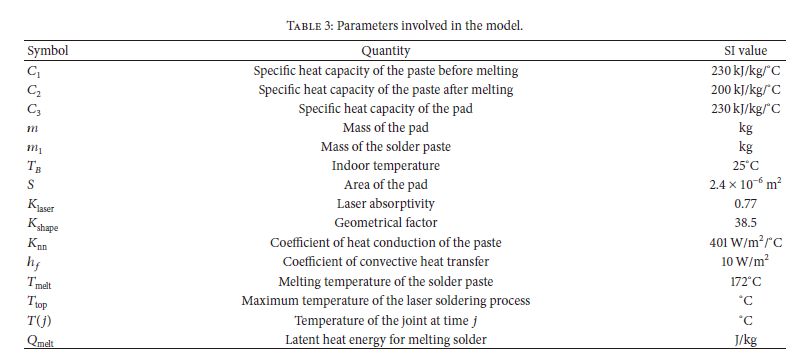
表3描述了数学模型中使用的参数。
表3模型中涉及的参数。
这四个阶段的热力学方程如下:(1)当温度低于糊料熔化温度()时,能量守恒方程如下:利用时间导数可由能量守恒方程(11)得到加热过程的热力学模型:系统初始温度为室内环境温度,故可推导出(12)为简化问题,请定义和;那么(13)可以简化为可以从(14)导出的解:(2)在焊膏熔化阶段(),温度保持恒定。吸收的能量用于熔化焊膏,熔化焊膏的时间可以用它来表示,如表3所示。(3)糊状物熔化后(),合金由各种物质形成,热容量发生变化。温度和能量遵循(11),其中初始温度是熔体温度;最高温度出现在这个阶段的末尾。(4)加热过程()后,激光器关闭。能量守恒方程也可以采用时间导数由能量守恒方程(19)得到热力学模型:我们有它并定义它;温度可由式(19)导出
3.3。通量函数
当加热时,焊剂蒸发并形成高速热气,这极大地影响了红外温度计的温度测量(如第2节所述)。如果将反馈控制方法应用于系统,温度测量失败可能导致系统不稳定。
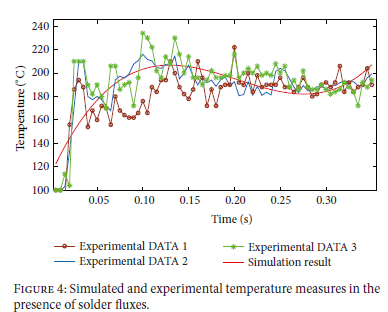
本文将焊剂的蒸发过程视为对常规激光焊接过程的干涉过程。蒸发过程中测量的温度数据如图4所示。在固定的激光功率下进行了三个实验来测量焊剂蒸发过程中的温度变化。过程数据用于识别蒸发模型。蒸发过程可用三阶多项式确定:其中锡膏的预期温度;、、和要识别的参数;就是激光的能量。
图4 在有助熔剂的情况下进行模拟和实验温度测量。
参数见图4,图4也显示了模拟和实验测量之间的一致性。结果表明:(21)可以建立动态蒸发过程。
4.激光焊接过程的控制策略
根据激光焊接系统的结构和焊点的特点,有必要设计目标温度曲线,以获得良好的焊点质量,并开发精确的温度控制方法来跟踪目标温度曲线。如上所述,由于通量的蒸发,温度反馈控制不能直接用于跟踪目标温度。提出了一种开环和闭环混合控制策略来跟踪目标温度。预热阶段采用基于模型的开环控制方法达到目标温度,避免了熔剂蒸发带来的测温误差。在焊剂蒸发后,即在活性和回流阶段,
4.1。目标温度曲线的设计
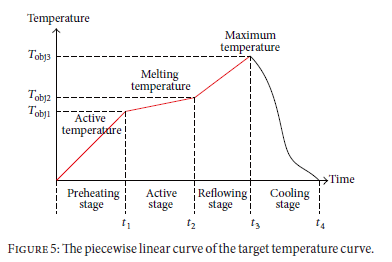
根据实践经验,温度、温度变化率和加热时间是获得高质量焊点的关键因素。焊接过程可分为预热、活化、回流和冷却四个阶段。因此,目标温度曲线根据不同阶段的需要分为四个部分。目标温度曲线如图5所示。
图5 目标温度曲线的分段线性曲线。
分段线性曲线描述如下:其中和是不同阶段的预期温度;、、、和是用于区分不同阶段时间节点;是一个时间变量。
在预热阶段,激光能量用于加热焊盘和焊膏,直到达到活化温度(溶剂被活化以消除氧化并增加焊膏分散面积的温度)。在加热过程中,温度变化率必须在有限的范围内(这可以通过实验获得)。否则比例过高会损坏焊盘,剥夺焊膏中的溶剂;如果温度变化率太小,就不能激发溶剂的活性。溶剂流失会导致焊膏飞溅,造成短路。
在激活阶段,加热焊盘的温度变化率与加热焊膏的温度变化率一致。否则,由于焊盘和焊膏之间的吸收能力的差异,粘附性可能会恶化。在激活阶段,焊膏中的溶剂被完全激活,温度升至。这个阶段的持续时间是高质量接头的关键因素。如果激活阶段的持续时间过长,焊盘可能会变形,引脚和焊盘可能会被氧化。相反,如果持续时间太短,热量可能会分布不均匀。最终焊点的抗剪切性可能较差,并且可能在最终焊点中形成孔隙。
当回流阶段开始时,焊膏转变为液态合金,由于液态合金的扩散,形成早期焊点形状。在回流阶段,需要适当的方法来削弱浆液的粘度和界面张力。和温度变化率是关键因素。过高的温度可能会损坏焊盘和元件,并加速焊膏和焊盘的氧化。相反,过低的温度会削弱溶剂的效率并增加内部空隙的可能性。
加热过程完成后,冷却阶段开始。关掉激光,最后形成焊点。激光焊接过程完成。
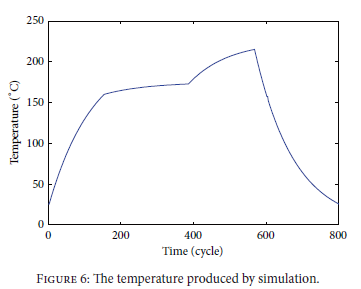
但实际上,目标温度曲线(图5)并不能直接作为实际激光焊接系统的参考,因为目标温度变化率引起的激光功率变化率总会导致实际温度不稳定。,这通常会导致焊点热击穿或焊膏飞溅。本文采用目标温度曲线(图5)作为仿真输入,而非实际系统,仿真输出(见图6)作为实际激光焊接系统的参考。与图5相比,模拟生成的温度更连续、更平滑,可以带来更好的质量。
图6 模拟产生的温度。
这样,由相同模拟产生的响应激光功率可以用作前馈控制信号,而不受测量噪声的影响。基于温度参考和前馈控制信号的设计,下一部分将开发控制结构和控制方法。
4.2。控制方式
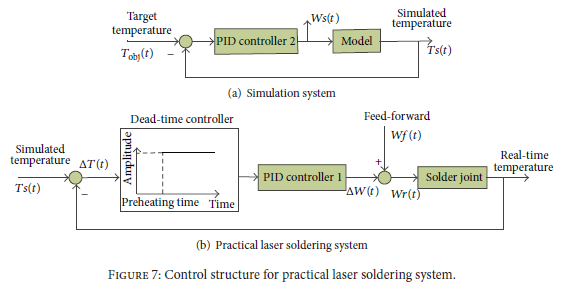
控制系统的完整框图如图7所示,其中死区控制器用于切换不同焊接阶段的开环和闭环控制方法。预热阶段,激光功率仅由前馈控制信号提供,与测温无关。在激活和回流阶段,激光功率也由前馈控制和PID控制器提供。
模拟系统
实用激光焊接系统
模拟系统
实用激光焊接系统
图7激光焊接系统的实用控制结构。
控制过程描述如下。
当参数、、、、和由经验或实验给出时,可以及时确定目标温度。为了使控制过程更清晰,一些变量定义如下:(一):模拟过程中的输出温度。㈡:焊点的实时温度。㈢:实时输出和模拟输出之间的温差。(iv):当时激光发生器的功率,由PID控制器1给出。(v):激光发生器的及时功率,由PID控制器2在仿真中给出。(6):时刻前馈控制信号,等于;那就是。㈦:当时的实际激光发生器。
在预热阶段,死区控制器将禁用PID控制器1,这意味着求和。该阶段采用开环方式控制实际温度,并通过仿真给出控制信号。因此,焊剂的蒸发不会影响温度控制过程。
在激活和回流阶段,死区控制器使PID控制器1有效,实际激光功率为。然后,采用闭环前馈混合控制方法对目标温度进行跟踪,使得给定温度能够被更精确地跟踪。
当冷却阶段开始时,激光电源关闭,焊点进入被动冷却过程。在这个阶段结束时,焊点最终形成。
5.模型验证和控制策略应用的实验和仿真结果
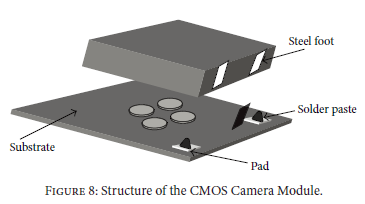
在这些实验中。%)无铅焊膏组装两个组件。图8示出了组件结构,包括1毫米传感器和1毫米厚的不锈钢基板。在附着于衬底表面的铜垫表面上有两个带有金/镍金属化层的毫米铜垫。传感器前面有两层厚度为微米的金/镍金属化层,用0.1不锈钢直尺测量,是CMOS相机模块的两个组成部分。
图8 CMOS相机模块的结构。
图9 激光焊接过程的温度变化曲线。
本实验中使用的激光焊接系统如图1和2所示。该系统为半导体激光器(nm),配备直径为200 nm的光纤,激光器可用功率不高于32 W..光束是静止的,它在复合材料顶部的光斑可以在50纳米到400纳米的直径范围内调节。焊点的顶面位于激光束的焦平面下方。红外测温仪用于测量激光焊接过程中焊点顶部中心的温度,并与热模拟进行比较。
5.1。恒功率焊接工艺验证
为了验证基于热力学模型的修正(如(5)所示),首先对恒功率下的焊接过程进行了验证。在本实验中,激光功率固定在15 W,持续时间为占空比。
图9示出了温度随时间的变化,这是使用红外温度计在焊膏顶部的中心测量的,并且温度收集开始于100℃
考虑通量蒸发的影响,最终的蒸发过程模型为(21)。
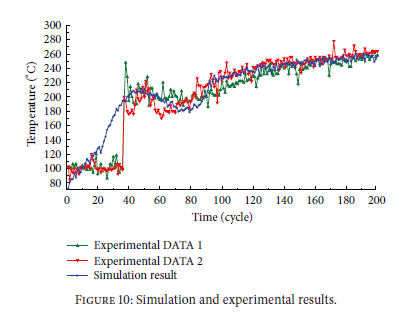
曲线的第一部分(第50个循环之前)不匹配,因为通量蒸发导致测量误差(见图10)。然而,蒸发温度的峰值是可以准确预测的。通量蒸发过程后,曲线第二部分(第50次循环后)的模拟与实验数据吻合较好。
图10 模拟和实验结果。
热力学模型(如(21)所示)给出了温度变化与激光功率的关系,可应用于焊接过程,实现精细的温度控制。
5.2。实验和分析
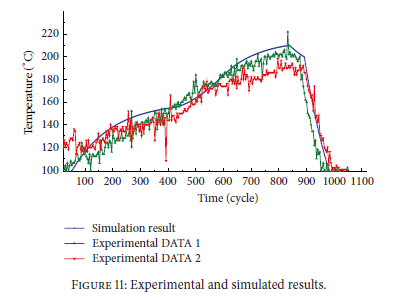
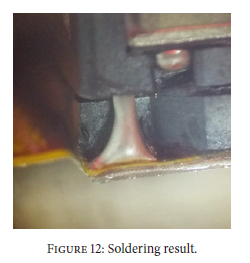
图11比较了实验和模拟。模拟和实验有很好的一致性。图12显示了使用所提出的控制方法的CCM焊接接头。焊膏爬至引脚顶部,接头表面光滑光亮,无残留焊料或飞溅,提出的精细控温方法显示出良好的接头效果。
图11 实验和模拟结果。
图12 焊接结果。
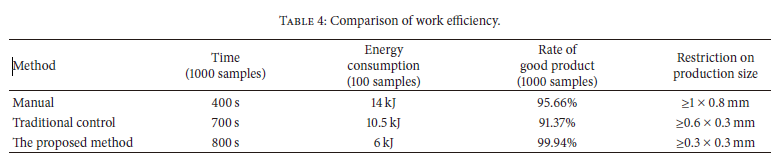
为了便于说明,从时间、能耗、产量和生产尺寸限制四个方面比较了三种焊接方法,即手工焊接(技术工人使用的35 W电烙铁)和传统的激光焊接。焊接(恒温)和建议的方法。在实验中,我们用每种方法焊接了1000个焊点样品,结果如表4所示。
表4 工作效率比较。
手工焊接虽然合格率高,耗时最少,但耗电多,生产规模非常有限,焊接过程中产生的气体可能危害人体健康。该控制方法在降低能耗、提高质量、扩大生产规模方面具有明显优势。
不及物动词结论
建立热力学模型,分析激光焊接过程中接头温度与激光功率的关系。基于该模型,可以准确预测焊接过程中的焊接温度。根据预测,由于预热过程中焊剂的蒸发,闭环控制不能直接应用于激光焊接系统阶段,因此提出了开环闭环混合控制策略来跟踪目标温度曲线。模拟结果与实验结果吻合较好。因此,热力学模型得到了验证。死区控制器用于切换开环和闭环控制方法。为了获得更好的焊点质量,模拟输出温度作为实际目标温度,连续平滑。这样,通过模拟产生的激光功率可以用作前馈控制信号,从而最小化测量噪声的影响。相比之下,该控制方法在降低功耗、提高质量和扩大生产规模方面具有明显优势。所提出的控制方法为焊接很小的产品提供了一种可行的方法。在今后的工作中,可以更准确地估计几何系数。所提出的控制方法为焊接很小的产品提供了一种可行的方法。在今后的工作中,可以更准确地估计几何系数。所提出的控制方法为焊接很小的产品提供了一种可行的方法。在今后的工作中,需要对几何系数进行更准确的估计,需要通过科学的量化来达到目标温度。
对于进一步的研究,值得为激光焊接系统开发智能温度控制方法,特别是在线控制方法,使用神经计算模型(例如,参见[16-18])和智能算法,如遗传算法和电磁算法[19]。在[20]中,提出了一种低色散序列来检测有意义的模式。值得在激光焊接系统的温度控制方法中应用。
另一个重要的研究方向是使用基于热通量的“积木”方法来控制系统中的温度。在这种方法中,可以利用二维瞬态格林函数求解基于热流公式的方程的序列数值形式,从而实现温度预测和调节的功能(例如见[12])。
1